0755-2357 4326
191 2833 8135



磁粉检测是一种常用的无损检测方法,主要用于检测铁磁性材料中的裂纹、折叠和其它缺陷。这种方法基于磁场的原理,通过在材料上施加磁场,使其磁化,然后利用磁粉的磁性反应来显示缺陷。磁粉检测是一种高效、灵敏、可靠的检测方法,适用于各种铁磁性材料的表面和近表面缺陷检测。不同的磁粉检测方法适用于不同的检测需求和场景,需要根据实际情况选择合适的检测方法。
联系我们
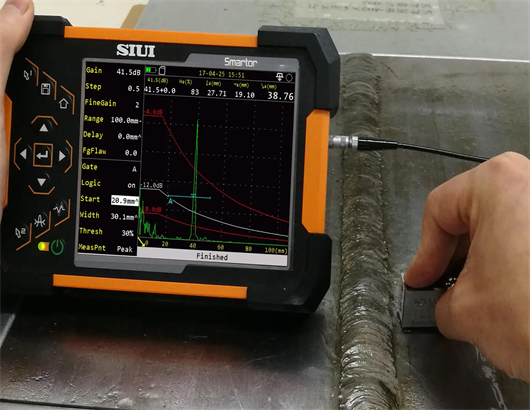
磁粉检测是一种常用的无损检测方法,主要用于检测铁磁性材料表面或近表面的裂纹、气孔和夹杂物等缺陷。其基本原理是通过在被检测材料上施加磁场,使材料磁化,然后在磁场退去后观察磁粉的分布情况,以判断材料表面或近表面的缺陷。
磁粉检测主要应用于铁磁性材料工件,将被检材料磁化后,如果存在不连续或者缺陷,磁力线只能绕过缺陷,形成漏磁场,吸附磁粉,进而形成不同形态的磁痕,从而直观地反映出不连续的位置和形状、大小、严重度等。磁粉检测适用于铁磁性材料表面和近表面缺陷的板材、复合板材、管材以及锻件等; 也适用于铁磁性材料对接焊接接头、T 型焊接接头以及角焊缝等表面和近表面缺陷的检测。

检测范围 | 检测对象 | |
承压设备 | 锅炉 | 锅筒、集箱、管道、管板、焊缝等 |
压力容器 | 筒体、封头、接管、法兰、焊缝等 | |
压力管道 | 直管、弯头、三通、阀门、焊缝等 | |
储罐 | 焊接接头 | |
特种设备 | 起重机械 | 吊钩、吊环、钢丝绳固定端、滑轮轴、车轮轴、结构焊缝等关键受力部件 |
电梯 | 曳引轮轴、制动轮轴、限速器轴、导轨支架焊缝等 | |
客运索道 | 抱索器、运载工具关键受力件、支架焊缝等 | |
大型游乐设施 | 轴类、销轴类、轨道焊缝、关键结构焊缝等 | |
场(厂)内机动车辆 | 转向节、半轴、连杆、转向拉杆、焊缝等 | |
航空航天 | 发动机部件(叶片、盘、轴、壳体等) | |
起落架部件(支柱、扭力臂、轮轴等) | ||
各种高强度钢、合金钢结构件和焊缝 | ||
轨道交通 | 车轮、车轴、轮对、转向架部件(侧架、摇枕、构架焊缝)、车钩、缓冲器部件等 | |
汽车制造与维修 | 曲轴、凸轮轴、连杆、转向节、半轴、齿轮、万向节、转向拉杆、焊接件等 | |
能源电力 | 风电设备 | 汽轮机、发电机转子、叶片、护环等 |
主轴、齿轮箱部件、螺栓、轮毂、底座焊缝等 | ||
水电设备 | 轴、叶片、关键结构件 | |
石油化工 | 钻杆、钻铤、套管、油管、阀门、泵轴、法兰、焊接接头等 | |
机械制造 | 各种轴类、销轴类、连杆、螺栓、螺母、弹簧、齿轮、铸件、锻件、焊接结构件等 | |
钢结构 | 桥梁、建筑、塔架、起重机臂架等的重要焊缝(特别是现场安装焊缝)、关键受力部件 | |
船舶制造 | 船体结构焊缝(重要对接焊缝、角焊缝)、轴系、舵系、推进器部件等 | |
在役设备检测与维修 | 定期检验(如压力容器、锅炉、起重机等) | |
设备维修后(如焊接修复后)的质量验证 | ||
疲劳裂纹监测(如桥梁、关键旋转部件) | ||










集检测、检验、分析于一体,全方位为客户提供服务,全国上门服务

国家CMA、CNAS等资质认可,特种设备检验检测机构,专业更可靠

专业检测团队,设备齐全,价格低,周期短,多年行业检测经验

累计服务客户3000+,工程师一对一服务,提供针对性解决方案